光纤激光切割机 ZT-J500A-6060系列
设备名称:高精密金属激光切割机
设备型号:ZT-J500A-6060
设备简介:该设备为一种可用于碳钢、不锈钢、铝板、铜等金属材料的平面切割加工的光纤金属激光切割机,激光功率为500W,可切割1~3mm厚不锈钢板,1~6mm碳钢板。
设备安全操作流程
ZT-J500A-6060光纤激光切割机是应用光纤激光器产生的1064nm激光经过扩束、反射、聚焦后辐射到加工件表面,表面热量通过热传导向内部扩散,通过数字化精确控制激光脉冲的能量、峰值功率和重复频率等参数,使工件汽化、熔化,形成切缝,从而实现对被加工件的激光切割。
ZT-J500A-6060光纤激光切割机是一种高性能的连续激光加工设备,具有光电转换效率高,稳定性高,体积小,配置高等特点。主要用于金属材料的切割加工等,具有切割面美观、热影响区小、效率高、切割成本低等特点。在航空航天设备、船舶制造、仪器仪表、机电产品、汽车制造等行业中有着广泛的应用。
1) 开机流程
(1) 将设备右侧“空开”上扳至打开状态,为设备上电;
(2) 松开红色“急停开关” (顺时针旋转直至弹起);
(3) 按下“电源”按钮;
(4) 按下“伺服电源”按钮;
(5) 按下“激光电源”。
(6) 打开“Cypcut”激光切割软件,导入dxf矢量文件,进行工艺设置加工。
2) 关机流程
(1) 关闭“Cypcut”激光切割软件,关闭计算机;
(2) 关闭激光开关——按下“激光电源”按钮;
(3) 关闭伺服电机开关——按下“伺服电源”按钮;
(4) 按下红色急停开关。

3) 操作流程

(1) 打开“Cypcut”软件,导入图形;
支持AI、DXF等图形数据格式,接受CAD、文泰等软件生成的文件。打开/导入DXF等外部文件时,自动进行优化,包括:去除重复线、合并相连线、去除极小图形、自动区分内外模和排序等。自动优化过程可自定义,上述每一项功能也可以手动执行。

(2) 预处理
导入图形时,CypCut 会自动进行去除极小图形、去除重复线、合并相连线、自动区分一般情况下,软件认为要加工的图形都应当是封闭图形,如果您打开的文件包含不封闭图形,软件会提示您,并以红色显示。
(3) 切割图形的排序

(4) 工艺设置
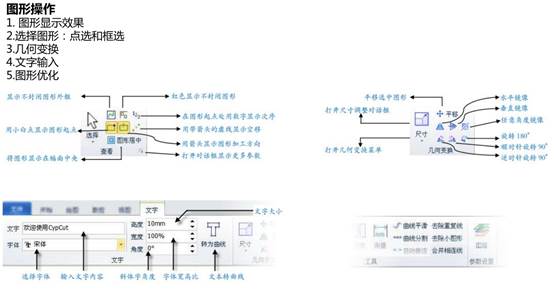
在这一步中您可能会用到工具栏 “工艺设置” 一栏中的大部分功能,包括设置引入引出线、设置补偿等。大尺寸按钮“ ”可以用于设置引入引出线,并排按钮“
”可以用于设置引入引出线,并排按钮“ ”用于设置过切、缺口或封口参数;按钮“
”用于设置过切、缺口或封口参数;按钮“ ”用于进行割缝补偿;按钮“
”用于进行割缝补偿;按钮“ ”用于在图形中插入不切割的小段微连;按钮“
”用于在图形中插入不切割的小段微连;按钮“ ”可将单个图形反向。单击“
”可将单个图形反向。单击“ ”按钮,然后在希望设置为图形起点的地方单击,就可以改变图形的起点,如果在图形之外单击,然后再在图形上单击,就可以手工绘制一条引入线。
”按钮,然后在希望设置为图形起点的地方单击,就可以改变图形的起点,如果在图形之外单击,然后再在图形上单击,就可以手工绘制一条引入线。
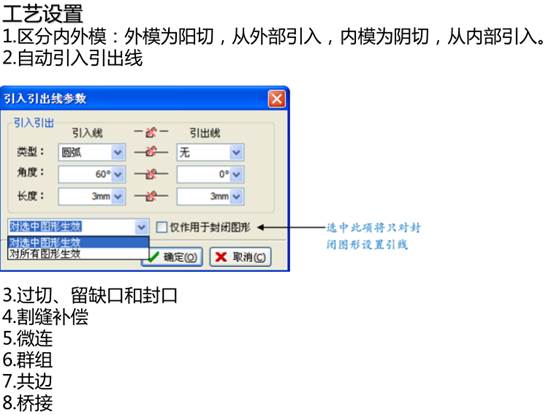
也可以按下 Ctrl+A 全选所有图形,然后单击“引刀线”按钮,设置好引刀线的参数,然后单击确定,软件会自动查找合适的位置加入引入引出线。单击“引刀线”下方的小三角,选择“检查引入引出”可以进行引入引出线的合法性检查。
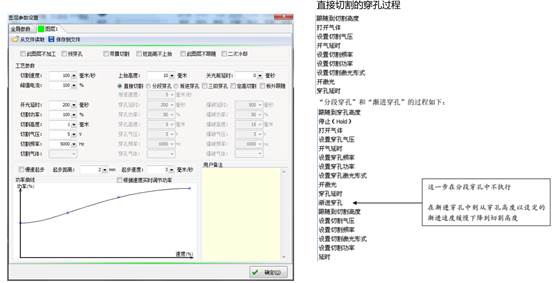
单击右侧工具栏的“图层”按钮,可以设置详细的切割工艺参数。“图层参数设置”对话框包含了几乎所有与切割效果有关的参数,按下“F6”可以快速调出此窗口进行快速设置。
(5) 加工前检查
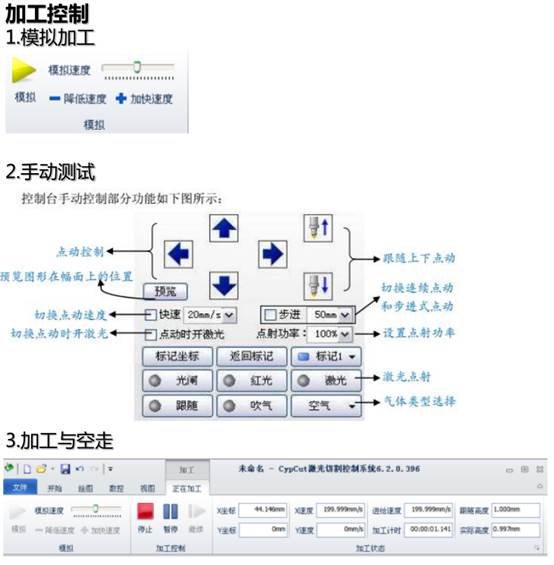
在实际切割之前,可以对加工轨迹进行检查。拖动如下图所示的交互式预览进度条,可以快速查看图形加工次序,单击交互式预览按钮,可以逐个查看图形加工次序。

单击“控制台”上的“ ”按钮,可以进行模拟加工,通过“
”按钮,可以进行模拟加工,通过“ ”分页上的“模拟速度”功能可以调节模拟加工的速度。
”分页上的“模拟速度”功能可以调节模拟加工的速度。
(6) 实际加工
请注意,这一步必须要在实际的机床上才能运行,必须要加密狗和控制卡的支持。
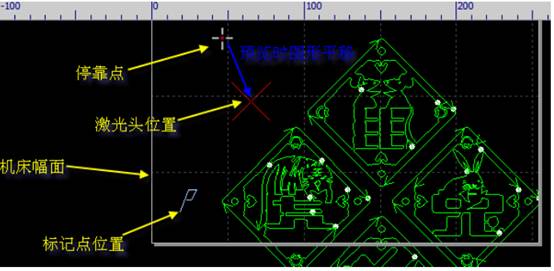
在正式加工前,需要将屏幕上的图形和机床对应起来,单击“控制台”上方向键左侧的“ ”按钮可以在屏幕上看到即将加工的图形与机床幅面之间的相对位置关系。该对应关系,是以屏幕上的停靠点标记与机床上激光头的位置匹配来计算的。下图显示了屏幕上常见的几种坐标标记,单击“预览”时“停靠点”将平移到“激光头位置”,视觉上图形整体发生了平移。
”按钮可以在屏幕上看到即将加工的图形与机床幅面之间的相对位置关系。该对应关系,是以屏幕上的停靠点标记与机床上激光头的位置匹配来计算的。下图显示了屏幕上常见的几种坐标标记,单击“预览”时“停靠点”将平移到“激光头位置”,视觉上图形整体发生了平移。
如果红色十字光标所示的“激光头位置”与实际机床上的激光头位置不符,请检查机床原点位置是否正确,通过“数控”——“回原点”可进行矫正。如果预览后发现图形全部或部分位于机床幅面之外,则表示加工时可能会超出行程范围。

(7) 图层参数设置

金属切割机注意事项
针对于南方的气候特点,金属切割机在使用过程中需注意以下几点:
(1) 开机之后需预热10—15分钟,包括电气部分和激光器部分;
(2) 每个礼拜至少开机试切2—3次,避免设备长时间不用有影响;
(3) 设备周边应保证通风、避雨,环境应达到激光器所适应的环境;
(4) 设备应严格按照培训所要求的内容进行维护保养。