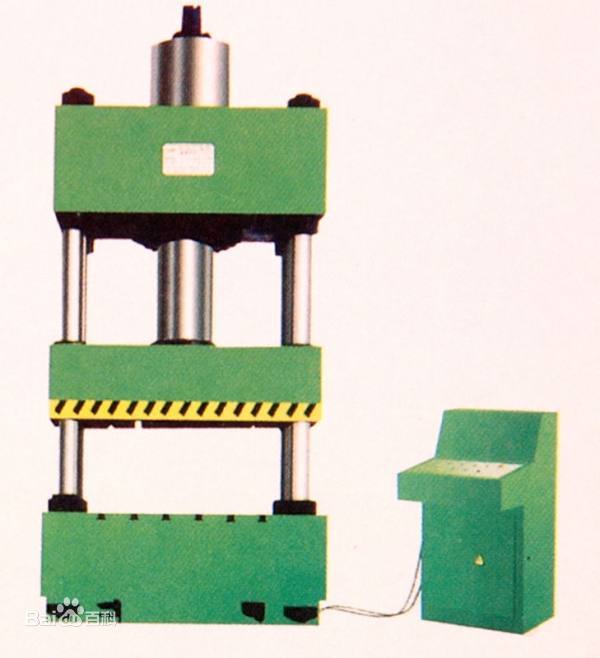
1.设备组成
液压压力机主要是有机架、液压系统、冷却系统、加压油缸、上模及下模,加压油缸装在机架上端,并与上模联接,冷却系统与上模、下模联接。其特征在于机架下端装有移动工作台及与移动工作台联接的移动油缸,下模安放在移动工作台的上面。
2.操作规程
送油阀操作
1)在操作送油阀前先将加载速度指示装置开启,并迅速将调节器旋到适当位置,使指示盘保持一定的转速。例如在3000kN量程上欲采用50kN/s的加载速度应调整到1r/min。又如在1500kN量程上欲采用12.5kN/s加载速度则应调整到0.5r/min(转速均用秒表测定)。调整好指示盘转速后保持不变。
2)为了使油泵输出的油很快地进入油缸,快速升起活塞以减少辅助时间,开始时送油阀可以开得大一些。当试件开始加载时应注意操纵送油阀手柄,根据试件的加载速度调节送油阀,即指针运动应与指示盘保持同步,尤其是接近破碎吨位时更应保持严格同步,不应使加荷速度大于或低于指示盘,以免影响实验的准确性。
回油阀操作
试件被破碎后,慢慢地旋开回油阀,使油缸内的油回到油箱。此时摆锤徐徐落下,度盘的主动针回到零位。但应注意不必将油缸内的液压油全部放完使工作活塞下落太低,只要能容纳下一次试件顺利安置即可,待下次试件放妥后,即关上回油阀,工作活塞即上升并保持原速度加荷。工作完毕后也可关上送油阀(此时若回油阀未打开,则工作缸有低压供油可使活塞空载上升)。
3.安装调试
安装方法
1. 试验机应安装在清洁、干燥、温度均匀,周围无震动,无腐蚀性气体影响的房子里。
2. 安装地点应位置适当,便于操作和维护保养。安装地基应牢固可靠。
3. 装接油管时特别要注意接头内紫铜垫圈是否放上,油管是否干净、畅通,否则拧紧接头后不能密封,还会弄脏油液和妨碍油液流动。
调试方法
1)拆去下承压板、遮板及定位芯子,将0.10/1000方水平仪纵横向放置于活塞端面上,找纵横向水平至±1格,若超出±1格,可在下螺母底面加垫铁再找正,拧紧地脚螺母,复核至合格为止。
2)测力计机体的水平调试方法:
将0.10/1000方水平仪靠上上箱体后面一加工过的检测平面,检测前后向水平。在摆杆上挂上A、B、C铊,开动油泵电机运转2-5分钟后,排除油管及油泵内残存气体,关闭回油阀,打开送油阀,使活塞上升5-10mm,关闭送油阀(油泵电机继续运转),此时检查摆杆刻线是否与挡架上、下对准刻线对齐,否则可在机座下加垫铁,调试到上、下对准刻线对齐,拧紧地脚螺母,再复核一遍,如有误差,可旋动平衡铊进行调整。
3)液压力机的液压油需要经常检查并定期更换,否则对于液压压力机的整体加工性能产生很大影响
4.安全事项
1、在操作液压机的时候,操作者必须在操作液压机之前进行管这方面的操作的培训,在掌握了设备的性能以及操作的技术之后,才能进行独立的作业。
2、在作业之前先将模具上的各种杂物清除掉,将液压机杆上的所有的污物全部擦洗干净。
3、再将模具安装到液压机上的时候,必须在液压机不进行通电的情况下进行,在安装的时候先将液压机的电源切掉。千万不要因为麻烦而为自己酿成大祸。还有就是禁止戳鞥到启动的按钮以及手柄还有脚踏在脚踏开关上。
4、将上下模具对中调装好,再将模具的间隙调整好,不要使模具的单边偏离中心,在确认和固定好了模具之后再进行试压。
5、将液压机在正常的使用的时候将设备预先的进行空转大概五分钟,与此同时检查邮箱的油位是否足够使用,油泵的英专的声音是否正常,液压单元以及管道,接头还有活塞是否有泄露的现象出现。在液压机安全上一定要注意安全的使用